簡介:ABB焊接機器人保護氣WGFACS節(jié)氣裝置是圍繞弧焊作業(yè)工況打造的智能控氣系統(tǒng),核心圍繞按需供給邏輯設計,以電流大小為調節(jié)基準,實現(xiàn)電流大則多供氣、電流小則少供氣的動態(tài)匹配,在不影響焊縫質量的前提下有效降低40%-60%保護氣消耗……
ABB焊接機器人保護氣
WGFACS節(jié)氣裝置是圍繞弧焊作業(yè)工況打造的智能控氣系統(tǒng),核心圍繞按需供給邏輯設計,以電流大小為調節(jié)基準,實現(xiàn)電流大則多供氣、電流小則少供氣的動態(tài)匹配,在不影響焊縫質量的前提下有效降低40%-60%保護氣消耗,成為弧焊產(chǎn)線降本增效的關鍵配置。該裝置深度適配
ABB機器人控制系統(tǒng),無需改動原有程序與硬件結構,即可無縫融入現(xiàn)有生產(chǎn)流程,兼顧氣體消耗控制與焊接穩(wěn)定性,適配氬氣、混合氣等多種保護氣類型,覆蓋鋼結構、船舶結構件、車架等多場景弧焊作業(yè)需求。
裝置的核心運行邏輯建立在對焊接電流的實時捕捉與精準響應上。通過適配選型接入ABB機器人控制總線,直接讀取焊接電源輸出的實時電流信號,采樣速度達到毫秒級,可同步識別起弧、連續(xù)焊接、間隙停頓、收弧等全作業(yè)階段,形成電流與氣體供給的聯(lián)動閉環(huán)。當機器人執(zhí)行厚板焊接時,電流值隨之升高,裝置快速核算當前工況所需的保護氣流量,驅動高精度流量閥增大供給,確保高溫熔池得到充分覆蓋,隔絕空氣氧化風險;當切換至薄板焊接或進入間隙停頓階段,電流下降,裝置同步降低流量,僅維持維持氣道內(nèi)微正壓的最低水平,避免冗余消耗。這種動態(tài)調節(jié)模式徹底改變傳統(tǒng)固定流量供氣的弊端,讓每立方米保護氣都精準作用于焊接核心區(qū)域。
WGFACS節(jié)氣裝置的硬件架構圍繞快速響應與穩(wěn)定調節(jié)兩大目標設計。控制單元采用雙芯片處理架構,主芯片負責電流信號運算與流量策略生成,副芯片專注執(zhí)行機構驅動,數(shù)據(jù)處理延遲控制在毫秒級,確保電流變化與流量調整同步完成,不會出現(xiàn)防護斷層或流量沖擊。執(zhí)行端采用伺服電機驅動的錐形閥芯結構,區(qū)別于傳統(tǒng)電磁調節(jié)閥的階梯式調節(jié),可實現(xiàn)流量的無級平滑過渡,避免因流量突變影響熔池穩(wěn)定性。外殼選用防飛濺、抗干擾復合材質,能有效抵御焊接飛濺侵蝕與現(xiàn)場電磁干擾,保障設備在多塵、高溫的工業(yè)環(huán)境中穩(wěn)定運行。裝置還內(nèi)置壓力補償模塊,可抵消管路壓降帶來的流量波動,確保不同焊接位置、不同姿態(tài)下的供給精度保持一致。
適配性與部署便捷性是WGFACS節(jié)氣裝置的核心優(yōu)勢之一。裝置專為ABB機器人控制系統(tǒng)定制,支持即插即用,通過PROFINET等通用通訊接口即可接入系統(tǒng),無需對機器人程序進行修改,也無需改動原有氣路結構,部署周期短,可快速應用于新線建設或舊產(chǎn)線改造。其適配范圍廣泛,可兼容氬氣、Ar+CO₂混合氣、Ar+O₂混合氣等多種保護氣類型,針對不同氣體特性優(yōu)化調節(jié)曲線,避免因氣體類型差異導致的防護效果波動。無論是純氬氣保護的鋁合金焊接,還是混合氣保護的碳鋼、不銹鋼焊接,裝置均能穩(wěn)定輸出適配流量,滿足不同材質工件的焊接需求。
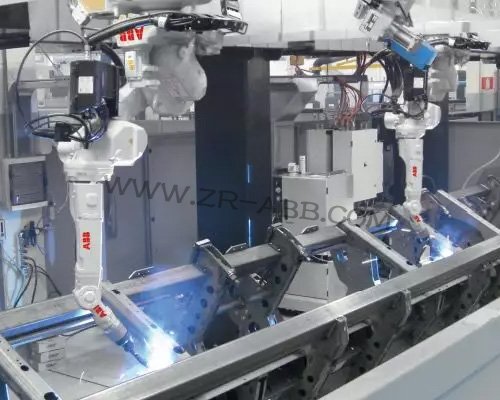
在具體作業(yè)場景中,WGFACS節(jié)氣裝置的調節(jié)邏輯會根據(jù)工藝特性進行精細化適配。針對厚板多層多道焊,裝置可精準追蹤電流變化軌跡,實現(xiàn)流量的線性平滑調節(jié),每一道焊接的電流提升時,流量同步增加,確保熔池深度與保護范圍匹配;收弧后按熔池凝固時間精準斷氣,避免后續(xù)道次焊接前的氣體浪費。對于脈沖焊接工藝,裝置能跟隨電流峰值與基值同步調整流量,峰值階段增流強化保護,基值階段減流降低消耗,兼顧焊接質量與節(jié)氣效果。在汽車車架、白車身等啟停頻繁的焊接場景中,裝置可快速響應起弧收弧信號,起弧瞬間快速建立氣簾,收弧后立即切換至低流量待機模式,杜絕空走、轉臺等非焊接時段的無效噴氣,大幅減少氣體損耗。
裝置的運行穩(wěn)定性與可維護性同樣表現(xiàn)突出。其氣路部件采用高精度密封設計,有效防止氣體泄漏,長期運行過程中流量衰減率低。控制單元具備故障自診斷功能,可實時監(jiān)測流量閥狀態(tài)、通訊連接情況,出現(xiàn)異常時及時反饋預警,便于運維人員快速排查處理。裝置支持與MES系統(tǒng)對接,可累計記錄氣體消耗量、流量調節(jié)數(shù)據(jù)、作業(yè)時長等信息,為產(chǎn)線氣體成本核算、工藝優(yōu)化提供數(shù)據(jù)支撐,實現(xiàn)焊接用氣的精細化管理。運維人員只需定期檢查氣路密封狀態(tài)、清潔裝置外殼,按規(guī)范更換易損部件,即可保障設備長期穩(wěn)定運行,維護成本遠低于傳統(tǒng)供氣系統(tǒng)。
從實際應用效果來看,WGFACS節(jié)氣裝置的節(jié)氣率穩(wěn)定在40%-60%,顯著降低保護氣消耗成本。在起重機主梁、集裝箱船等大體積構件焊接產(chǎn)線中,單臺機器人年保護氣消耗量可減少數(shù)萬元,多機協(xié)同產(chǎn)線的年度降本效果更為顯著。同時,減少氣體泄漏與無效消耗,也降低了溫室氣體排放,符合綠色生產(chǎn)要求。對于氣體成本占比較高的鋁合金焊接、厚板焊接等場景,裝置的投入回報周期更短,通常6-12個月即可收回設備成本,經(jīng)濟效益明顯。
在實際使用過程中,需注意氣源穩(wěn)定性與安裝規(guī)范對裝置運行效果的影響。氣源壓力需保持在裝置適配范圍內(nèi),壓力波動過大可能導致流量調節(jié)精度下降,需配置穩(wěn)壓閥穩(wěn)定氣源壓力;氣路管路需保持清潔,避免雜質進入流量閥造成堵塞,影響調節(jié)響應速度。裝置安裝時需遠離弧光直接照射區(qū)域,做好防護措施,同時確保通訊連接可靠,避免因信號干擾導致調節(jié)失靈。運維人員需熟悉裝置的調節(jié)邏輯與操作規(guī)范,定期檢查流量閥、通訊接口等關鍵部件,及時處理潛在故障,確保裝置始終處于最佳工作狀態(tài)。
WGFACS節(jié)氣裝置的出現(xiàn),重新定義了ABB焊接機器人保護氣供給模式,將傳統(tǒng)的固定供氣升級為動態(tài)按需供給,實現(xiàn)了氣體消耗與焊接工況的精準匹配。其深度適配ABB機器人控制系統(tǒng)、部署便捷、節(jié)氣效果顯著、質量保障可靠的特點,使其成為弧焊產(chǎn)線降本增效的理想選擇,為智能制造領域的綠色低碳發(fā)展提供更有力的支撐。
文章來源,
工業(yè)機器人維修官網(wǎng):m.ratachina.com


 首頁 > 銷售中心 > 節(jié)氣裝置 >
首頁 > 銷售中心 > 節(jié)氣裝置 >