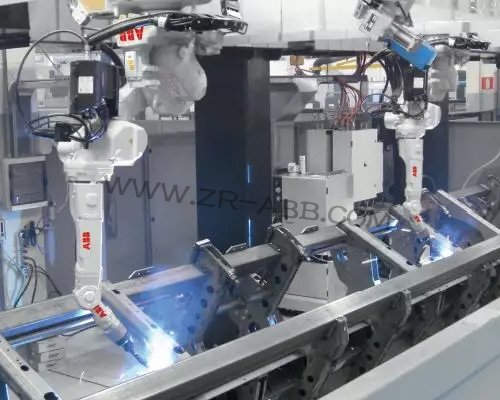
��(ji��n)�飺ABB�C(j��)���˶������{�跀(w��n)���ĺ������ܣ��ڙC(j��)е�ӹ���䓽Y(ji��)��(g��u)ƴ�ӡ��O(sh��)���㲿�����ӵȈ�(ch��ng)���Б�(y��ng)�ÏV�����������I(y��)�ĺ����|(zh��)�������c(di��n)֮һ�����ǻ�Ϛ�ĺ������o����Ϛ�Ĺ��o��(w��n)����ֱ���P(gu��n)ϵ�����p���͡����W(xu��)���ܣ��Լ�����ȱ�ݵİl(f��)���ʡ�����
����
ABB�C(j��)�����������{�跀(w��n)���ĺ������ܣ��ڙC(j��)е�ӹ���䓽Y(ji��)��(g��u)ƴ�ӡ��O(sh��)���㲿�����ӵȈ�(ch��ng)���Б�(y��ng)�ÏV�����������I(y��)�ĺ����|(zh��)�������c(di��n)֮һ�����ǻ�Ϛ�ĺ������o����Ϛ�Ĺ��o��(w��n)����ֱ���P(gu��n)ϵ�����p���͡����W(xu��)���ܣ��Լ�����ȱ�ݵİl(f��)���ʡ���������ʹ�õĻ�Ϛ⣬�����������ں����^�����γɱ��o(h��)��Ļ�����^�՚��е����⡢��?d��)⣬���⺸���۳ر��������p�ٚ�ס��Ѽy���������c(di��n)��ȱ�ݡ����y(t��ng)���ⷽʽ�������@�̰壬�o������(j��)���ӹ��r��(d��ng)�B(t��i)�{(di��o)��������
WGFACS��(ji��)���b������ABB�C(j��)���˶������Č��������O(sh��)�䣬��ע�ڻ�Ϛ�ľ���(zh��n)�ܿأ���(sh��)�F(xi��n)���蹩�o���ڱ��Ϻ����|(zh��)���Ļ��A(ch��)�ϣ��������40%-60%���w���ģ��m��܇�g���ӻ���������
WGFACS��(ji��)���b�õĺ��Ĺܿ�߉���LJ�(y��n)����ѭ�����t�࣬���С�t�ٵĹ��oԭ�t����Ϛ�ݔ���cABB�C(j��)���˺��������(sh��)�F(xi��n)��(sh��)�r(sh��)(li��n)��(d��ng)���ص״��Ƃ��y(t��ng)�̶���������ľ��ޡ��������I(y��)�У�����������{(di��o)���Ǹ���(j��)��������|(zh��)�����pҪ���`��׃���ģ���庸����Ҫ�^��������C����˕r(sh��)�۳ضȸߡ���e��(du��)��Ϛ��������Ҳ�S֮���ӣ��b�Õ�(hu��)�Ԅ�(d��ng)�������w�������γ�����ȵı��o(h��)��Ļ��ȫ�渲�w�۳أ��Ž^�՚����댧(d��o)�µĺ��p���������庸�ӻ����ջ��A�Σ���������pС���۳�Ҏ(gu��)ģ�͜ض�ͬ�����ͣ���Ϛ�����������(y��ng)�p�٣��b�Õ�(hu��)����(zh��n)���{(di��o)�������ȝM����A(ch��)���o(h��)�����ֲ���(hu��)���F(xi��n)���w�^��ݔ�������M(f��i)��ÿһ�ݻ�Ϛⶼ�ܾ���(zh��n)�����ں��ӭh(hu��n)��(ji��)��
���y(t��ng)�̶���������ģʽ����ABB�C(j��)���˶��������I(y��)�д����T�����֮̎���L(zh��ng)��ʹ�Õ�(hu��)��ɴ�����Ϛ����M(f��i)��߀�����g��Ӱ푺����|(zh��)�������˱����������ӕr(sh��)��Ϛ�o���㣬�����ˆTͨ����(hu��)������������(du��)��(y��ng)�Ě��w�����O(sh��)���̶�ֵ���@�Nģʽ�£�С������ӕr(sh��)��Ϛ�̎���^��ݔ����B(t��i)������Ě��w�o����ָ��w�۳أ���(hu��)���ٔU(ku��)ɢ��ʧ����ɟoЧ���ġ���ֵ��ע����ǣ�ABB�C(j��)���˶��������I(y��)�У����ڴ����Ǻ��ӕr(sh��)�Σ����繤�����Q����������������(sh��)�{(di��o)ԇ���O(sh��)����C(j��)�ȣ��@Щ�r(sh��)�κ���������㣬�����y(t��ng)����ģʽ�ԕ�(hu��)���m(x��)ݔ����Ϛ⣬�L(zh��ng)���۷e�������w���M(f��i)��ʮ�ֿ��^��Ҳ��������I(y��)�����a(ch��n)�ɱ���
WGFACS��(ji��)���b�õ��m���ԘO��(qi��ng)���o�茦(du��)ABB�C(j��)���˵�ԭ�нY(ji��)��(g��u)�����ӳ����M(j��n)���κθĄ�(d��ng)�����ܿ�����ɰ��b�{(di��o)ԇ���m�����̖(h��o)
ABB���әC(j��)�������b�Ã�(n��i)�ø߾�������ɼ��M������ͨ�^�m���x�͌�(du��)��ABB�C(j��)���˵����ݔ���ӿڣ���(sh��)�r(sh��)����������ļ�(x��)׃����푑�(y��ng)�ٶ��_(d��)�����뼉(j��)���_�������{(di��o)���c���׃��ͬ�����ɼ����������̖(h��o)��(hu��)���ق�ݔ���b�ÿ��Ɔ�Ԫ�����Ɔ�Ԫͨ�^��(n��i)�þ���(zh��n)�㷨������(j��)�������(sh��)�Ԅ�(d��ng)Ӌ(j��)�����(d��ng)ǰ���ӹ��r������(y��u)��Ϛ��������S���(q��)��(d��ng)�����{(di��o)��(ji��)�y�T����(sh��)�F(xi��n)�����ğo��(j��)�{(di��o)�أ��_����Ϛ�oʼ�K�c��������(zh��n)ƥ�䣬������F(xi��n)���o������^������r��
܇�g���������I(y��)��(ch��ng)����(f��)�s���ӣ����д������B�m(x��)���ӵ�Ҏ(gu��)ģ�����a(ch��n)��Ҳ�ж�Ʒ�NС�����Ļ쾀���I(y��)��WGFACS��(ji��)���b�����`���m�����r�����Ϲ��ⷀ(w��n)���ԡ��b�ò��Ø�(bi��o)��(zh��n)����·�ӿڣ���ֱ�Ӵ�(li��n)�ڻ�Ϛ�o��·�У��cABB�C(j��)���˵Č�(du��)�ӃH����ɺ�(ji��n)�ε�ͨӍ����(sh��)ƥ�䣬����(g��)���b�^�̿��چ�(g��)��λ�����a(ch��n)�g϶��ɣ�����(hu��)Ӱ�܇�g�������a(ch��n)�M(j��n)�ȡ��b�ú�(ji��n)�s������(j��ng)�^����ָ��(d��o)�����쾚���ա�������幦�ܷօ^(q��)�������Ɍ�(sh��)�r(sh��)�@ʾ��(d��ng)ǰ�����������Ϛ��������b���\(y��n)�Р�B(t��i)���P(gu��n)�I��Ϣ�������ˆT��ֱ�^�������I(y��)��r�����r(sh��)�l(f��)�F(xi��n)��̎���������������̺�(ji��n)�α�ݣ��o�茣�I(y��)���g(sh��)�ˆTֵ�أ��ճ����I(y��)�в����ˆT�ɸ���(j��)��(sh��)�H�����`���{(di��o)�����P(gu��n)����(sh��)���m�䲻ͬ�ĺ��ӈ�(ch��ng)����
��ͬ���ӭh(hu��n)��(ji��)��(du��)��Ϛ�o��Ҫ����ڲ��WGFACS��(ji��)���b����ᘌ�(du��)�ԃ�(y��u)���ؚ���ԣ��ڲ�Ӱ푺����|(zh��)����ͬ�r(sh��)���M(j��n)һ��������(ji��)��Ч������˲�g���b���ܿ��ٲ�ABB�C(j��)���˵ĺ����|�l(f��)��̖(h��o)��ͬ������(d��ng)���Ⲣ�{(di��o)����ʼ�����������ų����������(n��i)�Ŀ՚⣬�����r(sh��)�۳ر�������ͬ�r(sh��)�Ž^�������w���ġ�������E�����b�ü��r(sh��)������Ϛ��������_���۳����Ƴ�����Ĥ���^���еõ���ֱ��o(h��)���ջ��A�Σ��b�Õ�(hu��)ۙ���������˥�p܉�E������(zh��n)�Д��۳���s�M(j��n)�ȣ����۳ضȽ������������ą^(q��)�g������ֹͣ���⣬�ȷ�ֹ���p��β��λ����׃ɫ���ֱ���ͣ���^����ɵĚ��w���M(f��i)��
WGFACS��(ji��)���b�õ��ճ��S�o(h��)���̺�(ji��n)�Σ��o�茣�I(y��)���g(sh��)�F(tu��n)�(du��)�������ˆT���ճ�Ҏ(gu��)�O(sh��)��S�o(h��)Ҏ(gu��)�������ܴ_���b�÷�(w��n)���\(y��n)�С����ڙz���b�ýӿ��ܷ��ԡ���·�B����r�����r(sh��)�����ӿ�̎�ĺ����w�R���s���ֹ��·��������wй©�����ڙz���{(di��o)��(ji��)�y�T���`��ȣ��l(f��)�F(xi��n)���D���Ʉ�(d��ng)���r(sh��)̎�����_�������{(di��o)��형����b���������A(y��)�����ܣ���(d��ng)���F(xi��n)������������̖(h��o)�Дࡢ���wй©�Ȇ��}�r(sh��)����(hu��)���r(sh��)�l(f��)���A(y��)����ʾ�������ˆT�ɿ����Ų�̎�����p���b��ͣ�C(j��)�r(sh��)�g���������a(ch��n)�B�m(x��)�ԡ�
WGFACS��(ji��)���b���cABB�C(j��)���˶������ąf(xi��)ͬ��(y��ng)�ã��ص�׃�˂��y(t��ng)�ַ�ʽ���Ú����ģʽ����(sh��)�F(xi��n)�˻�Ϛ�o�Ą�(d��ng)�B(t��i)��������(zh��n)���ܿء������H����Ч���ͻ�Ϛ����ģ�����I(y��)�������a(ch��n)�ɱ���ͬ�r(sh��)��(sh��)�F(xi��n)�˷�(w��n)���Ĺ��⡣�o�����F(xi��n)�����a(ch��n)ϵ�y(t��ng)�����ܿ��ٲ���ʹ�ã��m��܇�g���ӻ����ӹ��r���oՓ�Ǵ���䓽Y(ji��)��(g��u)�Ĵ��������ӣ�߀��С�;��ܘ�(g��u)���ľ���(x��)�����ӣ����ܷ�(w��n)���l(f��)�]���á����ݵİ��b����(ji��n)�εIJ������@���Ľ��ă�(y��u)��(sh��)���ɞ�ABB�C(j��)���˶��������I(y��)�е���Ҫ�����b�䣬������I(y��)��(y��u)�����a(ch��n)���̡����ͳɱ�֧����
��(j��ng)�^���ABB�C(j��)���˶�������(ch��ng)���Č�(sh��)�H��(y��ng)���(y��n)�C��WGFACS��(ji��)���b�õ��\(y��n)�з�(w��n)���Ժ�(ji��)��Ч���õ�����J(r��n)�ɣ����m�䲻ͬ��̖(h��o)ABB�������C(j��)���ˣ��M����ӻ����������S������I(y��)������Ч����IJ����������@�N����(zh��n)���Ļ�Ϛ�ܿ��b�䣬�ɞ���I(y��)��(y��u)�����a(ch��n)���̡��������a(ch��n)�ɱ�����Ҫ�x���g(sh��)����ij��m(x��)��(y��u)������(hu��)�M(j��n)һ�������b�õĹ�(ji��)�⾫�Ⱥ��m���ԣ����õ����϶������ИI(y��)�İl(f��)չ����
����Դ��
���I(y��)�C(j��)���˾S���پW(w��ng)��m.ratachina.com

 �C(j��)�����YӍ
�C(j��)�����YӍ 80%��I(y��)���R���]�����I(y��)�C(j��)���ˮa(ch��n)�܇�(y��n)���^ʣ
80%��I(y��)���R���]�����I(y��)�C(j��)���ˮa(ch��n)�܇�(y��n)���^ʣ
 ���(y��) > �N������ > ��(ji��)���b�� >
���(y��) > �N������ > ��(ji��)���b�� > 